
Quality control in furniture is often treated as a final checkpoint.
That assumption causes problems.
Most issues do not come from missing inspection. They start earlier—in materials, structure, assembly fit, and production alignment.
So even when an inspection is done, the results can still go wrong.
Furniture quality control is not just about checking finished goods. It is about controlling risk before production, during production, and before packing. If those control points are not set early, inspection can only expose problems, not prevent them.
In real orders, failures often show up as inconsistent materials, unstable structure, missing parts, poor fitting, or damage during transport.
This page is most relevant when samples look correct, but bulk results do not match, or when problems appear after delivery.
The following sections focus on where these risks start and how to control them earlier.
I. Defect Prevention System in Furniture Quality Control

Defect Prevention System in Furniture Quality Control
Defect prevention is a core part of furniture quality control that focuses on how problems are created, not how they are detected.
Most defects are not found at inspection. They are formed earlier through a chain of decisions and execution gaps.
Misaligned specifications lead to incorrect material selection. Material variation affects processing stability. Process variation creates inconsistency. These inconsistencies accumulate and eventually appear as visible defects.
This is not a single-point failure. It is a continuous chain of cause and effect.
Defect prevention means controlling each step in that chain before the outcome becomes irreversible.
Incoming Material Quality Control
Defect formation often starts at the material stage.
Material variation directly affects how products behave during cutting, assembly, and finishing.
If material conditions are not consistent, downstream processes cannot remain stable.
Inspection should verify:
- Material properties match defined specifications
- Moisture content is within a controlled range
- Storage conditions do not introduce variation
Uncontrolled material input creates instability that cannot be corrected later in production.
Process Control and Production Stability
Defects continue to develop during production when processes are not controlled.
Variations in machinery, environment, and operator execution introduce deviation at each step.
These deviations accumulate across production stages.
Inspection should verify:
- Process parameters are clearly defined and followed
- Equipment operates within stable conditions
- Environmental factors remain consistent
Without process control, variation becomes built into the product.
Root Cause Analysis and Feedback Loop
Defects persist when their causes are not traced and corrected.
Inspection without feedback only identifies outcomes, not sources.
Each defect must be linked back to a specific stage in the production chain.
Inspection should confirm:
- Deviation points are identified in the process
- Root causes are analyzed and documented
- Corrective actions are applied to prevent recurrence
A feedback loop converts defects into controlled knowledge.
Packaging and Logistics Risk Feedback
The final stage of defect formation often appears during handling and transport.
Movement, pressure, and environmental exposure reveal weaknesses created earlier.
These are not new problems. They are the result of earlier decisions.
Inspection should verify:
- Failure patterns are traced back to production or design stages
- Handling and transport conditions are considered in process design
- Adjustments are made based on real delivery outcomes
Ignoring this stage breaks the chain of prevention.
Key Defect Prevention Control Framework
Defect prevention is a continuous control system across multiple stages.
Each stage contributes to the formation or prevention of defects.
| Control Stage | Focus Area | Risk if Ignored |
|---|---|---|
| Material Input | Consistency and condition | Process instability |
| Production Process | Parameter control | Accumulated variation |
| Feedback System | Root cause correction | Repeated deviation |
| Post-Delivery Input | Real-world validation | Unresolved hidden weaknesses |
This framework ensures defects are understood as a result of process chains, not isolated events.
II. Stability Control in Furniture Quality Inspection
Stability control is a critical part of furniture quality inspection that verifies whether a product remains balanced, safe, and structurally reliable under real-use conditions.
Most stability issues are not visible during visual inspection. They appear only under load or repeated use.
This leads to serious consequences. Wobbling furniture. Structural deformation. Safety risks during use.
These are not minor defects. They directly affect usability and liability.
Stability control ensures that furniture performs safely under expected conditions and maintains structural integrity over time.
Flat Surface Stability and Wobble Detection
Stability control must verify that all contact points remain level under normal use.
Wobble occurs when legs are uneven, frames are distorted, or assembly tolerances accumulate.
Even slight instability reduces perceived quality and increases safety risk.
Inspection must be conducted on a verified level surface to eliminate external variables.
Testing should confirm:
- All legs make full contact with the ground
- No movement under vertical pressure
- Balanced load distribution across the structure
Small deviations often indicate deeper structural or production issues.
Fatigue and Repeated Load Testing
Stability control must evaluate performance under repeated use conditions.
Furniture is subject to ongoing stress. Sitting, leaning, loading, and movement create cumulative impact.
Fatigue testing simulates long-term use to reveal hidden structural weaknesses.
These defects do not appear immediately but develop over time.
Testing methods include:
- Repeated impact cycles on seating surfaces
- Horizontal force application on frames
- Continuous movement testing on structural joints
Repeated load testing identifies weaknesses before they reach the buyer.
Static Load Capacity Verification
Stability control must confirm that furniture supports the expected weight without deformation.
Products must withstand both normal use and safety margins.
Standard practice requires testing beyond rated capacity to ensure reliability.
Insufficient strength leads to bending, cracking, or structural failure.
Inspection should verify:
- Load-bearing capacity meets or exceeds specification
- No permanent deformation after load removal
- Structural components remain intact
Load testing ensures safety and prevents failure during real-world use.
Structural Balance and Center of Gravity
Stability control must verify that the center of gravity supports safe use.
Tall or narrow furniture carries a higher tipping risk. Improper weight distribution increases instability.
Balance must be evaluated under realistic usage conditions.
Uneven weight distribution can lead to tipping during normal interaction.
Inspection should confirm:
- Stable center of gravity under load
- No tipping under moderate force
- Proper support across structural points
Balance verification is essential for safety compliance and risk reduction.
Key Stability Control Checklist
Stability control can be standardized through measurable testing parameters.
Each checkpoint corresponds to a specific safety or performance risk.
| Furniture Type | Test Focus | Requirement | Risk if Ignored |
|---|---|---|---|
| Dining Chairs | Multi-point load stability | No wobble under pressure | Instability, safety risk |
| Bookshelves | Anti-tip resistance | Stable under forward force | Tipping hazard |
| Office Desks | Load distribution | No deflection under load | Structural deformation |
| Bed Frames | Central support strength | No sagging under weight | Collapse risk |
These checkpoints ensure furniture remains stable, safe, and reliable throughout its lifecycle.
III. Wood Moisture Control in Furniture Quality Inspection

Wood moisture control is a critical part of furniture quality inspection that determines whether wooden components remain stable, durable, and defect-free after delivery.
Most serious defects do not appear during production. They appear after shipment. Cracking. Warping. Joint loosening.
These issues are not random. They are directly caused by incorrect moisture levels in the wood.
Moisture control ensures that materials are conditioned to match the destination environment before production and shipment.
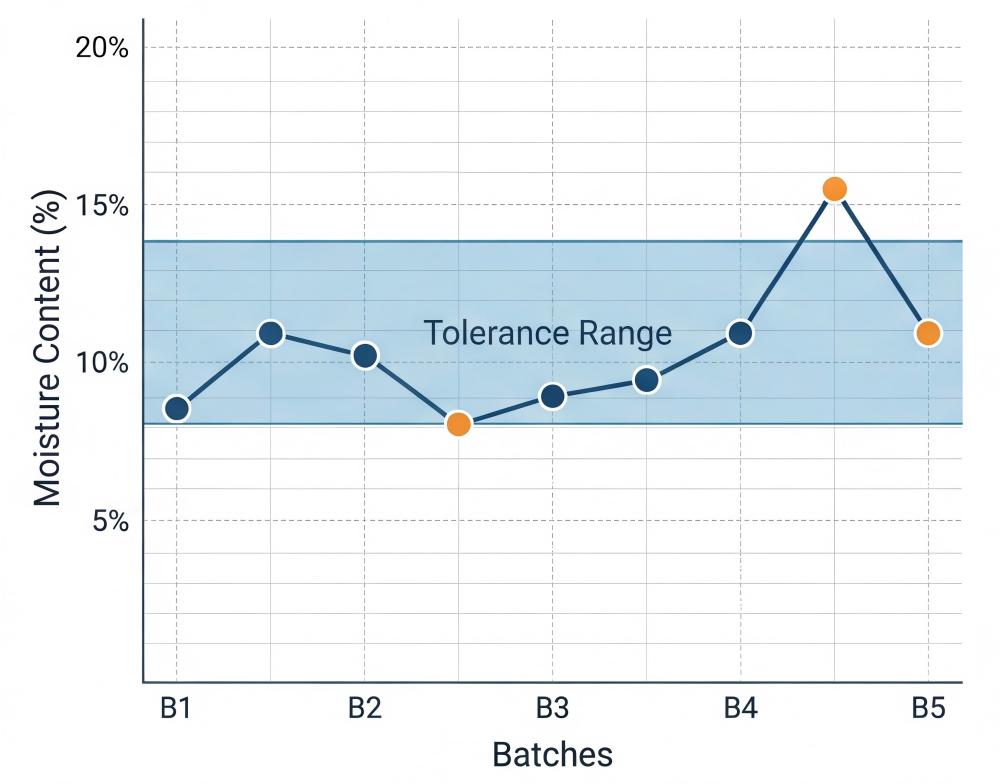
Moisture Content Standards and Tolerance
Wood moisture control must verify that the moisture content matches the target market environment.
Different climates require different moisture levels. Furniture exported to dry regions must have a lower moisture content than products used in humid areas.
Incorrect moisture levels create internal stress within the wood.
Testing must be conducted using calibrated moisture meters across multiple points on each component.
Control requirements include:
- 6%–9% moisture content for North America and Europe
- 10%–12% for Southeast Asia and similar climates
- Less than 2% variation within the same product
Moisture imbalance between components leads to deformation and structural instability.
Moisture Variation and Internal Stress Risk
Wood moisture control must identify variation between components within the same product.
Even when average moisture levels appear acceptable, inconsistent distribution creates internal stress.
Different parts expand or contract at different rates.
This results in visible defects after delivery.
These include panel deformation, joint separation, and surface cracking.
Inspection should confirm:
- Uniform moisture distribution across components
- No significant deviation between panels and frames
- Stable readings before assembly
Controlling variation is as critical as controlling absolute moisture levels.
Odor and Chemical Residue Detection
Wood moisture control must also verify proper curing of coatings and adhesives.
Excess moisture often correlates with incomplete drying of finishes.
Strong chemical odors indicate trapped solvents or high VOC content.
This suggests insufficient curing time during production.
Inspection should include:
- Immediate odor check upon opening cartons
- Identification of strong or irritating smells
- Verification of drying and curing conditions
Uncured materials increase compliance risk and reduce product acceptance.
Material Certification and Traceability
Wood moisture control must be supported by material certification and traceability.
Certificates confirm species, treatment process, and compliance with regulations.
Incorrect or unverified materials introduce both quality and legal risks.
Inspection should verify:
- Consistency between declared and actual wood species
- Valid FSC or equivalent certification
- Compliance with import regulations
Material verification ensures that moisture control is applied to the correct material baseline.
Key Wood Moisture Control Checklist
Wood moisture control can be standardized through measurable parameters.
Each parameter corresponds to a specific post-delivery risk.
| Parameter | Control Requirement | Risk if Ignored |
|---|---|---|
| Moisture Content | 6%–12% depending on market | Cracking, warping |
| Moisture Variation | ≤ 2% within product | Joint failure, deformation |
| Drying Condition | Fully kiln-dried | Internal stress |
| Odor Level | No strong chemical smell | VOC risk, compliance failure |
| Certification | Verified source and treatment | Legal and quality risk |
These controls ensure that wood remains stable throughout transport and use.
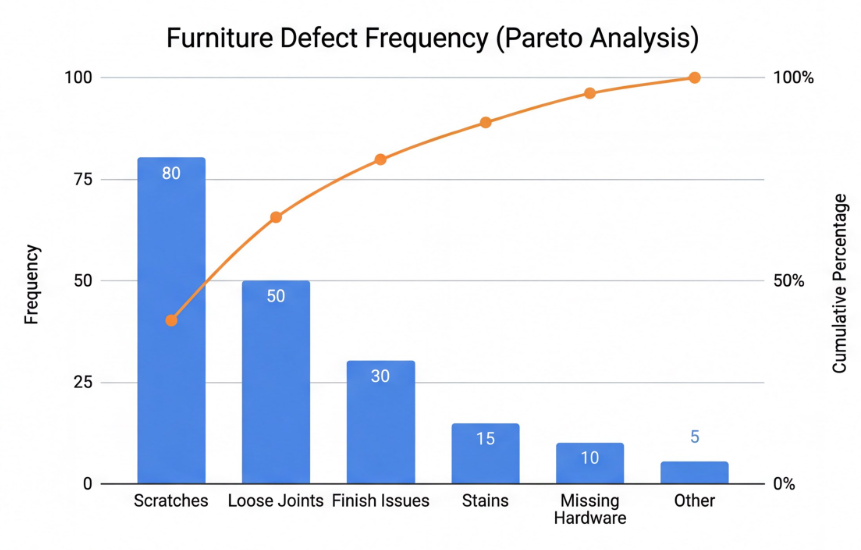
IV. Workmanship Control in Furniture Quality Inspection

Workmanship control is a core part of furniture quality inspection that verifies surface finish, structural detailing, and assembly precision.
Most defects are not structural failures. There are visible inconsistencies that affect perceived quality and buyer acceptance.
This includes scratches, uneven coating, poor welding, and misaligned components.
That’s where acceptance risk increases. These issues may not affect function, but they directly impact approval and resale.
Workmanship control ensures products meet visual standards, maintain consistency, and pass final inspection without dispute.
Wood Finish and Surface Consistency
Workmanship control must verify surface finish quality across all visible areas.
Inspection focuses on smoothness, color consistency, and coating uniformity.
Common defects include scratches, dents, uneven staining, and coating irregularities.
High-intensity lighting is required to detect subtle imperfections not visible under normal factory conditions.
Here’s what often causes rejection. Even minor surface inconsistencies create a perception of low quality.
For solid wood products, inspection must also check for raised grain and sanding inconsistency after coating.
Surface quality directly determines first impression and acceptance rate.
Metal Welding and Edge Finishing
Workmanship control must verify welding quality and edge finishing on metal components.
Weld joints must be smooth, clean, and structurally stable. Burrs, sharp edges, or incomplete grinding indicate poor processing.
Coating on metal parts must be consistent to prevent corrosion and visual defects.
This is where hidden defects appear. Poor welding may pass visually but fail under stress.
Inspection includes:
- Checking weld uniformity and smooth transitions
- Verifying coating coverage on corners and joints
- Ensuring no sharp edges remain after finishing
Proper metal finishing ensures both safety and long-term durability.
Assembly Precision and Hardware Alignment
Workmanship control must ensure accurate assembly and proper hardware positioning.
Misalignment between components leads to instability and assembly difficulty.
Hardware must be installed correctly. Screws should sit flush. Connections must be tight and consistent.
Now the real issue shows up. Small alignment errors create functional problems during use.
Inspection should confirm:
- Alignment between panels and frames
- Stability after assembly
- Consistency across multiple units
Assembly precision directly affects usability and reduces after-sales complaints.
Logo and Label Application Accuracy
Workmanship control must verify correct logo placement and labeling accuracy.
Brand elements must be centered, clean, and securely attached.
Incorrect placement, adhesive residue, or unclear printing reduces perceived quality.
And this is often underestimated. Branding errors affect buyer confidence even when product quality is acceptable.
Inspection should ensure:
- Correct positioning of logos
- Clear and readable labeling
- Secure attachment without defects
Accurate labeling supports brand consistency and avoids unnecessary rejection.
Key Workmanship Control Checklist
Workmanship control can be standardized into measurable inspection checkpoints.
Each checkpoint corresponds to a specific visual or structural risk.
Let’s define it clearly.
| Aspect | Control Requirement | Risk if Ignored |
|---|---|---|
| Surface | Smooth, uniform coating | Scratches, uneven finish |
| Joinery | Tight and gap-free | Weak structure, instability |
| Welding | Clean, burr-free joints | Injury risk, weak support |
| Hardware | Flush and aligned installation | Assembly issues |
| Labeling | Correct and centered placement | Brand inconsistency |
These checkpoints ensure workmanship meets both functional and acceptance standards.
By this point, the pattern is already clear.
Most quality failures do not start at final inspection. They start earlier, when material condition, workmanship standards, and process control are not aligned tightly enough.
That is also why two suppliers can promise the same inspection result, but produce very different outcomes in bulk orders.
V. Dimension and Weight Control in Furniture Quality Inspection

Dimension and weight control is a critical part of furniture quality inspection that ensures products match approved specifications and remain consistent across production batches.
Most dimensional issues do not appear obvious at first. They emerge during assembly, installation, or logistics.
This leads to direct consequences. Assembly mismatch. Installation failure. Increased shipping cost.
These problems are not isolated errors. They result from uncontrolled tolerances during production.
Dimension and weight control ensure every unit meets defined specifications and performs as expected in real-use conditions.
Technical Drawing and Dimensional Verification
Dimension control must verify that finished products match approved technical drawings after sample approval.
Critical measurements include height, width, depth, and structural spacing.
Deviation from specifications creates compatibility issues, especially in modular or built-in furniture.
Even small errors accumulate across components.
Inspection should confirm:
- All key dimensions fall within the defined tolerance
- Measurements match approved drawings
- Consistency across multiple units in the same batch
Dimensional accuracy ensures proper fit, usability, and buyer acceptance.
Tolerance Management and Production Consistency
Dimension control must ensure that production stays within acceptable tolerance ranges.
Tolerance defines the allowable variation in size and shape.
Exceeding tolerance leads to functional issues and visible inconsistency.
Consistent tolerance control is essential for large-volume production.
Inspection should verify:
- Uniform dimensions across batch samples
- No cumulative deviation affecting the assembly
- Stable machining accuracy during production
Tolerance management prevents a mismatch between components and ensures repeatability.
Net and Gross Weight Verification
Weight control must verify both product weight and packaged weight.
Weight reflects material usage, structural integrity, and packaging accuracy.
Significant variation between units indicates inconsistency in materials or assembly.
Weight also directly affects shipping cost and logistics planning.
Inspection should confirm:
- Product weight matches specification
- Carton weight remains consistent across shipments
- No abnormal deviation between units
Weight consistency ensures cost control and product reliability.
Component Alignment and Gap Uniformity
Dimension control must verify alignment and spacing between components.
Gaps between doors, drawers, and frames must be even and consistent.
Uneven spacing indicates misalignment, poor assembly, or structural distortion.
These defects affect both appearance and functionality.
Inspection should confirm:
- Uniform gaps across moving components
- Proper alignment of panels and frames
- No visible deviation between units
Alignment control ensures both functional performance and consistent appearance.
Key Dimension and Weight Control Checklist
Dimension and weight control can be standardized through measurable checkpoints.
Each checkpoint corresponds to a specific production or logistics risk.
| Measurement Category | Control Requirement | Risk if Ignored |
|---|---|---|
| Overall Dimensions | ±3mm tolerance | Assembly mismatch |
| Material Thickness | ±0.5mm tolerance | Structural inconsistency |
| Product Weight | ±5% of target | Cost deviation, weak structure |
| Gap Uniformity | ≤1mm variation | Visual and functional defects |
These checkpoints ensure dimensional accuracy, production consistency, and cost control across the entire order.
VI. Assembly and Functional Control in Furniture Quality Inspection
Assembly and functional control is a critical stage of furniture quality inspection that verifies whether all components fit correctly and perform as intended after full assembly.
Most production issues are not visible before assembly. Misaligned holes, incompatible fittings, and unstable structures only appear when the product is fully built.
This leads to direct consequences. Difficult installation. Structural instability. High return rates.
These problems are not caused by a single defect. They result from accumulated tolerance errors across components.
Assembly testing confirms whether the product works as a complete system, not just as individual parts.
Part Alignment and Assembly Accuracy
Assembly control must verify that all components align correctly during installation.
Pre-drilled holes must match precisely. Panels, frames, and connectors should fit without force or adjustment.
Misalignment often comes from cumulative deviations in machining, drilling, or jig positioning.
Even small errors create major problems during assembly.
Inspection should confirm that:
- All holes align without forcing components
- Structural parts connect smoothly
- Final assembly remains stable and balanced
Accurate alignment ensures structural integrity and reduces failure during use.
Hardware Performance and Fitting Stability
Assembly control must verify the performance and reliability of all hardware components.
Screws, cam-locks, hinges, and connectors must withstand normal assembly force without damage.
Weak hardware leads to stripping, loosening, or breakage during installation.
Hardware quality directly affects long-term performance.
Inspection should include:
- Torque testing to verify fastening strength
- Smooth engagement of connectors
- Stability after tightening
Reliable hardware prevents structural failure and reduces after-sales issues.
Functional Operation Under Use Conditions
Assembly control must verify that the product performs correctly under repeated use.
Moving components such as drawers, doors, and adjustable parts must operate smoothly and consistently.
Functional defects often appear only after repeated operation.
Noise, friction, or instability indicates underlying structural or fitting problems.
Inspection should confirm:
- Smooth movement without resistance or noise
- Stable operation across repeated cycles
- No loosening after use simulation
Functional testing ensures the product meets performance expectations beyond initial assembly.
Instruction and Assembly Logic Verification
Assembly control must verify that instructions match the actual product configuration.
Incorrect or unclear instructions lead to assembly errors even when the components are correct.
Instruction accuracy directly affects installation success rate.
Mismatch between instructions and product increases support requests and return risk.
Inspection should ensure:
- Instructions reflect the actual product structure
- Assembly steps are logical and sequential
- All components are clearly identified
Clear instructions reduce user error and improve overall product reliability.
Key Assembly and Functional Control Checklist
Assembly and functional control can be standardized through measurable verification points.
Each checkpoint corresponds to a specific risk during installation or use.
| Function | Control Requirement | Risk if Ignored |
|---|---|---|
| Hole Alignment | ≤ 0.5mm deviation | Forced assembly, structural stress |
| Hardware Strength | Withstands torque without damage | Stripping, loosening |
| Drawer Operation | Smooth, silent, full extension | Noise, sticking |
| Hinge Stability | No sag after repeated cycles | Door misalignment |
| Instruction Match | Fully aligned with product | Assembly error, returns |
These checkpoints ensure the product functions correctly as a complete unit before shipment.
In practice, these control points often vary depending on product structure and assembly complexity. Reviewing how different furniture types are handled can make these differences easier to spot in real orders.
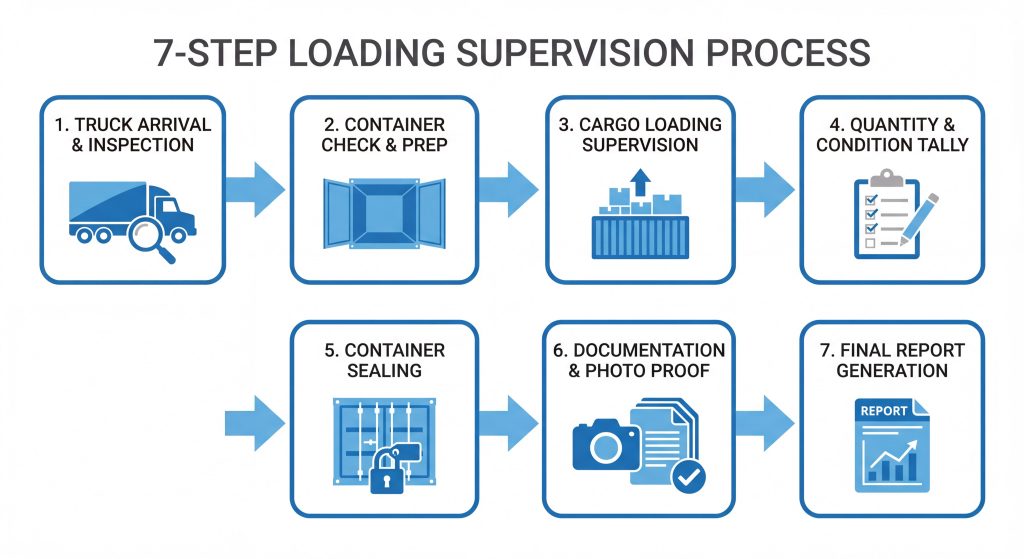
VII. Packaging and Loading in Furniture Quality Control
Packing errors often go unnoticed before shipment, but their impact extends far beyond missing parts or incorrect labels. Yet once goods arrive with missing parts or incorrect labeling, the cost and responsibility fall entirely on the buyer.
Packing accuracy ensures every item, label, and accessory matches the order and reaches the destination exactly as intended, without confusion or missing components.
Packaging is not only about protection.
It defines whether the product arrives in sellable condition after handling, stacking, and long-distance transport.
If packaging is treated as a final step, most damage risks have already been locked in.
Here’s where problems quietly happen.
Shipping Marks and Label Accuracy
Shipping marks must align with purchase orders, packing lists, and actual carton contents. This includes SKU codes, quantities, destination labels, and compliance markings required by different markets.
In practice, mismatched labels can create serious downstream issues. Warehouses may reject shipments, containers may be misrouted, or goods may be stored under the wrong batch reference. These errors rarely originate during logistics. They usually start at the packing stage.
A reliable check focuses on cross-verifying three points: carton exterior labels, internal packing list, and actual contents. Any mismatch at this stage should be corrected before the shipment leaves the factory.
Retail Packaging and Instruction Completeness
Retail packaging is not just about appearance. It must include all required materials defined by the buyer, such as manuals, warning labels, installation guides, and branding elements.
Missing instructions often lead to customer complaints or product returns, even when the product itself meets quality expectations. In regulated markets, incomplete labeling may also cause customs or compliance issues.
Inspection at this stage should confirm both presence and correctness. It is not enough that instructions exist. They must match the approved version and language requirements specified in the order.
Hardware Completeness and Packing List Verification
Every unit must include the full set of hardware and accessories required for assembly and use. This typically includes screws, connectors, tools, and small fittings packed separately or within the product.
Missing hardware is one of the most common post-delivery issues. It does not damage the product itself, but it immediately affects usability and customer satisfaction.
Verification should be done against the approved packing list, with random carton checks to confirm consistency. Even a small omission can result in large-scale complaints once goods reach the market.
Accurate packing control often involves multiple verification points. A structured checklist helps reduce human error and improve consistency across batches.
| Check Item | What to Verify | Common Risk | Inspection Method |
|---|---|---|---|
| Shipping Marks | SKU, quantity, destination label | Misrouting, warehouse confusion | Cross-check label vs PO and packing list |
| Retail Packaging | Manuals, labels, branding | Customer complaints, rejection | Visual check vs approved artwork |
| Instructions | Language, version accuracy | Compliance issues, misuse | Match with approved file |
| Hardware Set | Screws, fittings, tools | Missing parts, assembly failure | Random carton sampling |
| Packing List | Content vs actual goods | Short shipment, mismatch | Open-carton verification |
This checklist keeps focus on accuracy before the shipment leaves the factory.
So now the question becomes how well the packaging survives transport.
VIII. Barcode and Storage Control in Furniture Quality Management
Barcode and storage control ensure products remain traceable and unchanged before shipment.
Most risks do not occur during production. They happen after production is completed. Improper storage conditions. Untracked inventory. Poor warehouse discipline.
This leads to subtle but costly issues. Mold growth on wooden surfaces. Material deformation. Lost or misidentified stock.
These problems are often not detected until delivery.
Effective storage and barcode control maintain product condition, shipment accuracy, and batch consistency.
Warehouse Moisture and Mold Prevention
Storage control must prevent moisture-related damage in wooden furniture.
Wood is sensitive to humidity. Excess moisture leads to expansion, mold growth, and surface deterioration.
Warehouses must maintain stable humidity levels and proper ventilation. Monitoring tools such as hygrometers are essential.
Even short-term exposure to high humidity can create irreversible damage.
Basic control measures include:
- Elevating goods using pallets to avoid floor moisture
- Ensuring airflow between stacked goods
- Using desiccants when required for moisture-sensitive items
In high-humidity regions, active dehumidification becomes necessary to maintain stability.
Barcode and Label Validation
Barcode control ensures every unit remains identifiable throughout the supply chain.
Each product must carry a scannable, accurate barcode that matches order and shipment data.
Barcodes should be tested under real scanning conditions. Different angles. Different lighting environments.
A single unreadable barcode can delay entire shipments.
Poor barcode quality leads to manual handling, increased labor costs, and higher error rates.
Barcode accuracy is a core requirement for logistics execution.
Palletization and Ventilation Standards
Storage control includes correct palletization and airflow management.
Goods must be stacked securely while allowing ventilation. Over-tight wrapping traps moisture. Loose stacking increases instability.
Pallet configuration should support both handling efficiency and storage stability.
Poor palletization often leads to shifting, collapse, or handling damage during movement.
Proper standards include:
- Stable stacking patterns to prevent collapse
- Controlled wrapping tension to avoid deformation
- Adequate spacing for air circulation
Well-executed palletization reduces operational risk during handling and movement.
Inventory Rotation and Batch Control
Storage control must ensure proper inventory rotation and batch traceability.
Products stored too long may degrade. Material condition changes over time.
FIFO (First In, First Out) ensures older batches are shipped first.
Without tracking systems, batches get mixed.
This leads to inconsistent shipments and quality disputes.
Digital inventory systems improve visibility, reduce confusion, and maintain order accuracy.
Key Storage and Barcode Control Checklist
Storage and barcode control can be standardized through measurable checkpoints.
Each checkpoint directly links to a specific warehouse or logistics risk.
| Parameter | Control Requirement | Risk if Ignored |
|---|---|---|
| Humidity Level | Below 60% RH | Mold, warping |
| Barcode Quality | ISO Grade B or above | Scanning failure, delays |
| Pallet Type | ISPM 15 compliant | Customs rejection |
| Stacking Height | Controlled per carton strength | Collapse during storage |
| Inventory Rotation | FIFO system | Aging, inconsistency |
These controls ensure storage remains a controlled stage, not a hidden source of quality risk.
IX. Packaging Durability Limits in Furniture Quality Control

Standard packaging tests do not always reflect real shipping conditions.
Damage often happens under combined pressure, repeated handling, and long storage time rather than single drop events.
This is why packaging durability must be evaluated based on real logistics scenarios, not only testing standards.
Carton Strength Under Continuous Load
Carton strength must be evaluated based on sustained pressure, not just static capacity.
During shipment, cartons are stacked for long periods, often under uneven weight distribution.
Short-term compression tests may pass, while long-duration loading still leads to deformation.
Inspection should confirm:
- Cartons maintain structural integrity under extended stacking
- No gradual collapse under continuous pressure
- Load distribution does not create weak points
Failure in this stage usually results in deformation before delivery is completed.
Impact Risk Beyond Single Drop Events
Drop testing provides limited insight into real handling conditions.
In actual logistics, products experience multiple impacts, not a single controlled drop.
Repeated handling, shifting, and minor impacts accumulate damage over time.
Inspection should focus on:
- Whether internal protection absorbs repeated impact
- Whether the product position remains stable after handling cycles
- Whether minor impacts lead to visible or hidden damage
Impact resistance must be evaluated as a continuous process, not an isolated event.
Internal Protection Stability During Transit
Internal protection must control movement throughout the entire transport cycle.
Vibration, tilting, and repeated handling can cause gradual displacement inside the carton.
Even a small movement can lead to surface damage or structural stress.
Inspection should verify:
- The product remains fixed after the vibration simulation
- No shifting under repeated movement
- Internal materials maintain their position over time
Stability over time is more critical than initial positioning.
Sealing and Structural Integrity Over Time
Sealing performance must be stable throughout the logistics process.
Adhesive strength, tape quality, and reinforcement methods degrade under stress and environmental changes.
Weak sealing often leads to carton opening or edge failure during transport.
Inspection should confirm:
- Sealing remains secure after handling and stacking
- Reinforced areas maintain strength under pressure
- No weakening over time or under temperature changes
Long-duration reliability matters more than initial sealing condition.
Key Packaging Durability Control Checklist
Packaging durability must be evaluated against real transport risks, not isolated test results.
| Test Focus | Control Requirement | Risk if Ignored |
|---|---|---|
| Continuous Load | Maintains shape under long stacking | Gradual carton collapse |
| Repeated Impact | Withstands handling cycles | Accumulated product damage |
| Internal Stability | No movement over time | Scratches, structural stress |
| Seal Reliability | Maintains closure under stress | Carton opening |
| Edge Strength | Resists pressure at weak points | Edge deformation |
These controls ensure packaging performs consistently across the full logistics cycle, not just in test conditions.
At this stage, inspection is no longer the real dividing line.
The result has already been shaped by earlier decisions in materials, workmanship, dimensions, packing, and handling control.
What usually separates stable orders from repeated claims is not whether inspection is arranged, but whether those risk points were controlled early enough and consistently enough.
X. A Furniture Quality Control System Defines Risk Before Inspection

Furniture quality control is a structured system used to define standards, control production, and verify consistency before shipment.
Most failures don’t happen during inspection. They are built into the process earlier. Missing specifications. Unclear tolerances. Inconsistent communication.
This leads to predictable outcomes. Cracking after delivery. Assembly misalignment. Color variation across batches. These issues create returns, compensation claims, and long-term trust loss.
That’s the real problem. Inspection alone cannot fix what was never controlled.
Furniture quality control only works when it operates as a system. It must start before production and continue through every stage.
Global Standards and Compliance Benchmarks
Furniture quality control relies on measurable global standards, not subjective judgment.
Standards such as BIFMA and ISO define structural strength, durability, and safety. They create a shared reference between buyers and manufacturers.
Without these benchmarks, factories interpret requirements differently. Results vary from batch to batch.
Here’s where things change. When standards are defined, production becomes repeatable across clearly structured manufacturing processes.
This reduces disputes, speeds up approvals, and stabilizes quality across orders. Factories follow a fixed reference instead of individual interpretation.
Export Market Risk Requirements
Furniture quality control in export markets focuses on compliance risk, not just appearance.
In regions such as North America and Europe, non-compliance leads to shipment rejection, delays, or forced discounts.
Key risk areas include:
- Chemical compliance
Failure to meet VOC limits blocks market entry. - Material traceability
Missing FSC or PEFC certification reduces buyer confidence. - Packaging reliability
Weak protection leads to transit damage and claims.
Now the real issue appears. Most of these risks are invisible during basic inspection.
Quality control must extend beyond the product itself. It must include materials, documentation, and logistics readiness.
Structural Performance and BIFMA Standards
Furniture quality control must validate structural performance, not just appearance.
Products may pass visual inspection but fail under real-use conditions. Load stress, repeated use, and long-term wear expose weaknesses.
BIFMA testing simulates these conditions. It verifies durability before shipment.
This is where many suppliers fail. They rely only on visual checks.
Without structural validation, failures shift to the buyer’s side. This leads to complaints, replacements, and ongoing disputes.
Performance testing converts quality from visual judgment into measurable verification.
Supplier Consistency and Production Replication
Furniture quality control depends on consistent replication across production batches.
Samples often meet expectations. Mass production often does not. This gap comes from missing reference standards.
Golden samples and specification sheets define acceptable variation. They control color, dimensions, joints, and hardware consistency.
And here’s the gap most buyers underestimate. Inspection cannot fix an inconsistency after production starts.
Consistency is achieved through controlled replication, not final inspection.
Factories that maintain stable output reduce risk, improve delivery reliability, and support long-term cooperation.
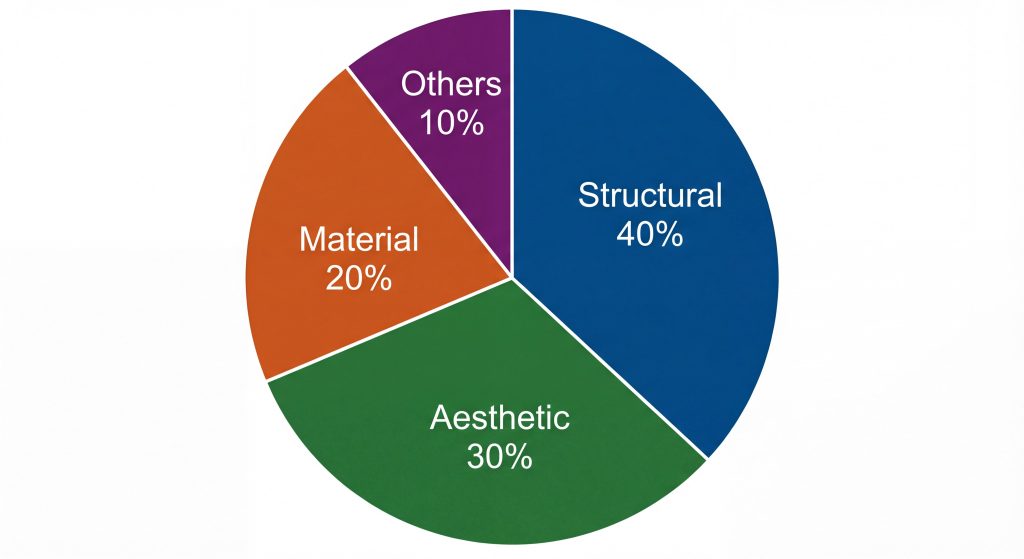
Core Control Areas in Furniture Quality Control
Furniture quality control can be divided into key measurable control areas.
Each area directly links to a specific type of failure risk during production or delivery.
Let’s break it down clearly.
| Control Area | Key Focus | Failure Risk |
|---|---|---|
| Structure | Joint strength, stability | Loosening, wobbling |
| Moisture | Wood moisture content | Cracking, warping |
| Dimensions | Size tolerance | Assembly mismatch |
| Surface | Finish consistency | Scratches, color variation |
| Packaging | Protection strength | Damage in transit |
These checkpoints form the foundation of a complete furniture quality control system. Without them, inspection becomes reactive instead of preventive.
Frequently Asked Questions
Q1: Can furniture quality control be done remotely without visiting the factory?
A1: Yes, but the reliability depends on how clearly your requirements are defined before inspection. Third-party inspectors can follow checklists and provide reports, but they cannot compensate for unclear specifications, unstable processes, or missing control points earlier in production.
Q2: Why do defects still appear even after the final inspection is passed?
A2: Because most defects are created before inspection begins. Material condition, workmanship standards, dimensional tolerances, and packing accuracy are all decided during production. Inspection only reveals what has already happened, not what could have been prevented.
Q3: What is the most common mistake buyers make in furniture quality control?
A3: Relying too much on final inspection while underestimating early-stage control. When specifications are vague or production processes are not tightly managed, inspection becomes a formality rather than an effective control method.
Closing Note
Furniture quality control only works when risks are controlled before production, not after inspection.
The difference shows in how consistently these control points are executed across materials, processes, and packing.
If you are reviewing suppliers or refining your current setup, comparing how these checks are handled in real production will quickly reveal hidden gaps.
If needed, you can start from EverWoody to see how these controls are applied across different product categories.